防水スプレーの選び方や使い方を徹底解説|成分の種類や仕組み、撥水撥油加工の工業的実用例についても解説
更新:2025.6.5 公開:2019.1.15
撥水撥油加工は水や油から製品を保護する機能により、重要な役割を果たします。
最も身近な常温型フッ素コーティングによる撥水撥油加工としては、繊維製品や皮革製品を保護するための市販の防水スプレーがあります。防水スプレーについての原理やノウハウ、膜厚との関連について解説します。 また、防水スプレー以外の工業的に使用されている撥水撥油加工例についても解説します。
1.防水スプレーによる撥水撥油加工の行い方とコツ|仕組みや原理を理解する
常温型フッ素コーティング剤を刷毛塗やスプレーで対象物に塗布して、数秒から数分間放置いたしますと、溶剤が蒸発乾燥して撥水撥油性コーティングの皮膜が対象物表面に形成されます。一般的なフッ素樹脂加工(たとえばテフロン®加工)のように400℃を超えるような高熱での施工が必要といったことがなく、透明な薄い膜で撥水撥油性能を、家庭や職場できわめて簡単に得ることができます。
この特性を利用した用途として、古くから使われているものに衣服や靴用の防水スプレー(エアゾール)があります。靴や傘、スポーツウェアなどの衣類に市販の防水スプレーを噴霧すると、室温乾燥後は撥水性が得られます。
フッ素系の防水スプレーの性能を左右する取り扱いの要因として、意外に知られていないのが乾燥時間と方法です。塗布直後の状態は、表面的には溶剤が蒸発して乾燥しているように見えても、しばらくは極微量の溶剤成分が残留しており、これがフッ素成分の撥水撥油性を邪魔いたします。風通しの良いところで半日程度乾燥させると、完全に溶剤成分が抜けきって本来の撥水撥油性能が得ることができます。スキーウェアなどの場合は使用前日に噴霧して一晩乾燥させてから使用した方が良いことになります。スキー場についてから噴霧していては、本来の性能が発揮できないことになります。
また、高性能を短時間に得る裏技的方法として、ドライヤーなどで2-3分間程度塗布後の対象物を加熱してやることで、フッ素成分が表面にきれいに整列し、より高性能な撥水撥油性が得られます。
防水スプレーで撥水撥油処理した製品も長時間雨にぬれると、徐々に効果が落ちてくることがあります。この状態は、表面に付着していたフッ素成分が繊維の内側に埋没した状態になってしまうことが原因で起こる現象で、撥水膜が剥離してしまったわけではありません。この状態から簡単に撥水撥油性を回復させる方法としては、やはり、ドライヤーで加熱しますと、再び表面にフッ素成分が浮かび上がって整列するので、撥水撥油性が回復できます。また、加熱ができない場合は、室温に放置しておいても、1-4週間ほどで徐々に回復し、本来の撥水撥油性が得られます。
超撥水の詳細はここをクリック
2.防水スプレー選択方法|成分の種類で考える
市販の防水スプレーには撥水撥油成分として、
- ・フッ素系の撥水撥油コーティング剤を使用しているもの
- ・シリコン系の撥水性樹脂を使用しているもの
の2種類があります。
どちらも表面張力の低い素材で水を弾くため一般的には混同されやすいのですが、この2つには撥油性(=防汚性)に大きな性能差があります。
フッ素系防水スプレー、シリコン系防水スプレー、それぞれの特徴と性能の違いについて見ていきましょう。
フッ素系防水スプレー
フッ素系防水スプレーの特徴として、
- ・撥水性が高い
- ・撥油性が高い
- ・防汚性が高い
- ・メッシュ生地や毛足の長い生地にも使用できる
- ・革製品やスエード生地にも使える
などの点があります。
フッ素樹脂は、以下の3つの特性を持つ非粘着性に優れた素材です。
- 1.表面張力が低く他の物質をはじきやすい
- 2.水や油と分子間力の数値(SP値)が離れているので馴染みにくい
- 3.分子構造の結合エネルギーが強固で他の物質が入り込みにくい
水や油はもちろんほとんどの物質と馴染みにくい素材なので、フッ素系防水スプレーは防水はもちろん、防油・防汚など様々な用途で使用されています。
フッ素系防水スプレーは膜を作らずに、産毛のように繊維に付着して防水性を発揮します。
そのため通気性が大切なメッシュ地のスニーカーや、ファーなどの毛足の長い生地にも使用できます。
(スプレーによってはコートされていない革に使用できないものもあるのでご注意ください。)
シリコン系防水スプレーと比べると持続性に劣り、外部からの刺激に弱いため、こまめに塗りなおす必要があります。
シリコン系防水スプレー
シリコン系防水スプレーは、ケイ素を原料としたシリコン樹脂を使用した防水スプレーです。
シリコン樹脂もフッ素樹脂と同じく、表面張力が低く撥水性に優れていることから防水加工やコーティング剤として用いられています。
ただし、フッ素系の物に比べて表面張力が高いため、撥水性が劣り、水接触角について5-10度程度低くなります。さらに撥油性がありません。このため、塗布される素材によっては油じみを生じることがあります。
シミができやすいので革製品や布製品には基本的には使用できません。どうしてもという場合は、革・布製品用と記載されている防水スプレーをご利用ください。
シリコン系防水スプレーは膜状にコーティングするため、メッシュ生地や透湿素材など通気性が必要な素材には適しません。
傘や雨合羽など雨具の防水加工におすすめです。
3.撥水撥油加工と膜厚
撥水撥油性は表面と液体の分子同士が引っ張り合う力(=分子間力)から発生する現象です。この現象は表面だけの問題で膜厚とはあまり関連性がありません。撥水撥油性だけを求めるならコスト的には薄い方が有利となりますので、なるべく膜厚は薄くしたほうが良いです。では、どこまで薄くできるかというと、撥水撥油性を保持できる膜厚はコーティング剤の化学的構造によって異なりますが、密着反応型ではない場合は0.02μ程度が限界のようです。これ以下の膜厚では、コーティング膜が皮膜状態ではなくなってしまいますので撥水性が保持できません。
なお、革製品や繊維で防水性を要求される場合は、ある程度の膜厚がないと、撥水性はあっても水分が皮膜を通り抜けて素材にしみこんでしまうため、膜厚はやや高めの1μ程度にすることが良いようです。これ以上の膜厚にしますと防水性は上がりますが、皮膜が5ミクロンを超えた場合、屈曲に追従できずに割れてしまうことがあります。
4.防水スプレーの使い方
使用する素材にもよりますが、防水スプレーを使用する際は基本的に下記の手順で行います。塗布する際は、風通しが良く、火気のない場所で行ってください。
①塗布する表面の汚れやホコリを落とす
塗布する表面にしっかりと防水スプレーを塗布できるように、汚れやホコリをキレイに取り除きます。表面に汚れが付着しているままだと、防水スプレーを塗布しても本来の効果を発揮できません。
②製品全体に均一に薄く塗布する
防水スプレーは均一に、薄く塗布します。防水スプレーの種類にもよりますが、一般的には製品から30cm程度離して、全体にまんべんなくスプレーします。効果を高めたいからと、一気に厚塗りするのはムラや垂れの原因となります。
③乾燥させる
防水スプレーを吹きかけた後は、しっかり乾燥させ、製品に成分を付着させます。重ね塗りしたい場合は、完全に乾燥してから、改めて均一に、薄く塗布してください。防水スプレーの乾燥時間は、種類にもよりますが、15分~1時間程度が一般的です。
5.防水スプレーを使用する際の注意点
便利な防水スプレーですが、使用時の注意点を守らないと、本来の性能を発揮できないだけでなく、使用者や周囲の人に危険が及ぶ可能性もあります。防水スプレーを使用する時は、下記のことをしっかりと守ってください。
5-1.長持ちさせたいなら重ね塗りをする
できるだけ防水したいからと、入念にスプレーするという人は多いものです。しかし、同じ箇所に噴射し続けたり対象物に噴射口が近すぎたりすると、シミや液垂れが起こることがあります。特に薄い化学繊維でできた生地ではシミができやすいため、塗布し過ぎには注意が必要です。一度で大量に塗布するよりも、薄く塗布し、十分に乾かしてから再度重ねてスプレーをしたほうが本来の防水性能を発揮しやすくなります。
なお、汚れが付着していると溶剤と反応して白くなるケースもあります。そのため、防水スプレーを振りかける前に、乾拭きまたは水ぶきでキレイな状態にしておくことをおすすめします。
5-2.風通しの良い場所で使用する
防水スプレーを使用する際には、換気が十分に行える風通しが良い場所、できるだけ屋外を選びましょう。有機溶剤やガスが霧状に噴射されるため、吸い込んでしまうと咳き込みや肺炎、呼吸困難が起きるリスクがあります。吸い込み過ぎると、最悪の場合死に至ることも考えられます。
また、有機溶剤やガスは可燃性が高く、近くに火気があると爆発や火災の危険もあるため、必ず通気の良い場所で使用してください。
5-3.防水スプレーを使ってはいけない素材・注意が必要な素材
防水スプレーは、すべての素材に使用できるわけではありません。素材の構造や表面加工によっては、防水性能が十分に発揮されないだけでなく、変色や風合いの変化、機能低下につながる恐れがあります。
エナメルやビニールなど、表面が樹脂でコーティングされた通気性のない素材は、防水スプレーの効果が発揮されにくく、かえって表面の光沢低下やべたつきなどの不具合が生じる可能性がありますそのため、表面が樹脂でコーティングされた素材は、多くの防水スプレーで使用対象外とされています。
ゴアテックスなどの透湿防水素材は、水の侵入を防ぎながら内部の水蒸気を逃がす構造を持っています。新品時は撥水性がありますが、長年の使用で撥水性が劣化した場合に防水スプレーで撥水性を回復させることができます。その際にシリコーンのような表面に被膜を形成するタイプの防水スプレーを使用すると、水蒸気の通り道がふさがれ、透湿性が低下する恐れがありますので、フッ素系の防水成分は繊維表面に薄膜で付着して撥水性を付与するため、通気性や風合いへの影響が比較的少ないとされています。一方、シリコン系は表面に膜を形成する性質があるため、素材によっては通気性の低下やシミ、質感変化の原因となることがあります。
また、革製品に使用する場合も同様に注意が必要です。
6.防水スプレー以外の工業的用途での撥水撥油加工実用例
この項では防水スプレー以外に撥水撥油加工が工業的に使用されているケースを紹介いたします。
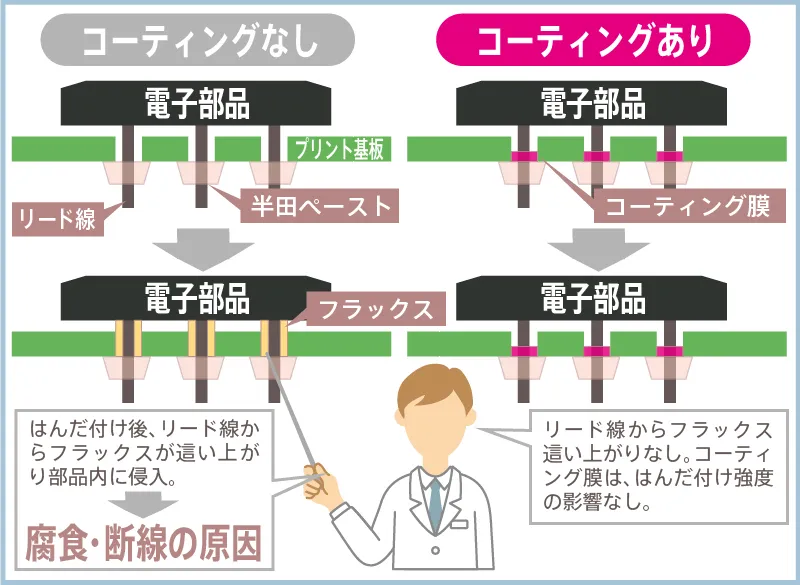
6-1.フラックスの這い上がりを防止
電子部品のはんだ付けにおいて接合部の前処理剤として使われるものとしてフラックスがあります。フラックスは接合部の金属の酸化被膜を除去する機能を持ち、この機能により確実にはんだが金属に付着することができます。このフラックスがはんだ付けが終わった後にリード線を這い上がって部品の内部に浸透しますと金属部分が腐食し、接触不良などのトラブルの発生源となることがあります。
常温型フッ素コーティング剤は撥油性表面を形成することができるため、はんだ付けされる部分の周囲に塗布することで、フラックスが拡散することや、リード線を這い上がることを防止でき、トラブルを未然に防ぐことが可能です。なお、シリコン樹脂は撥油性を持っていないため、この用途に使用することができません。
6-2.ミニモーターや腕時計のオイル拡散防止
腕時計の針、ハードディスクドライブの駆動モーター、パソコン用の薄型冷却ファン、スマートフォンのバイブレーターなどの回転軸の軸受けには極微量の潤滑油が使用されています。潤滑油は表面張力が低いため濡れ広がりやすく、回転軸を伝って拡散すると遠心力で飛び散って周囲を汚染してしまうことになります。ハードディスクドライブではディスク表面が潤滑油に汚染されますと読み取りができなくなり故障の原因となります。腕時計の場合は文字盤が汚れてしまうので、確実にクレームの対象となります。これらの製品の回転軸やその周辺に微量の常温型フッ素コーティングを塗布することで、撥水撥油機能によりバリア的に潤滑油の拡散を食い止めることができ、これらの品質トラブルを未然に防ぐことができます。この用途は実に20年以上常温型フッ素コーティング剤が使用されております。
まとめ
今回は、常温型フッ素コーティングによる撥水撥油加工の実例として防水スプレーの使い方や選択のコツ、また。工業的撥水撥油加工が必要とされるフラックス這い上がり防止剤、ミニモーターや腕時計のオイルバリヤについて解説しました。
常温型フッ素コーティング剤であれば、靴やモーターに撥水撥油加工が簡単に施せます。上手に活用することで、様々な製品の品質アップにもつなげることができます。
工業用撥水撥油剤は、フロロテクノロジー「フロロサーフ」を御覧ください
この記事を書いた人

技術営業部 後藤盛吉
実務年数
9年
監修範囲
2.防水スプレー選択方法|成分の種類で考える
4.防水スプレーの使い方
5.防水スプレーを使用する際の注意点
最終監修日
2025.6.5
経歴
1988年生まれ、沖縄県出身。
大学進学を機に愛知へ。
大学卒業後は愛知で教育関係の職に携わり、2016年にフロロテクノロジー入社。
この記事を書いた人
代表取締役 伊藤隆彦
実務年数
33年
監修範囲
1.防水スプレーによる撥水撥油加工の行い方とコツ|仕組みや原理を理解する
6.防水スプレー以外の工業的用途での撥水撥油加工実用例
最終監修日
2025.6.5
経歴
1959年生まれ
三重大学で卒研としてフッ素系撥水撥油処理剤の改良合成を行いました。
卒業後コンタクトレンズの会社に就職。
8年間勤めた後、不思議な縁でフッ素化合物の世界に戻ることになりました。
以降業界歴通算33年を超えました。